Компания LEO получила заказ на 31 основной насосный агрегат для крупнейшего в мире демонстрационного проекта по улавливанию и хранению углерода на угольной электростанции.
Jan 19, 2026
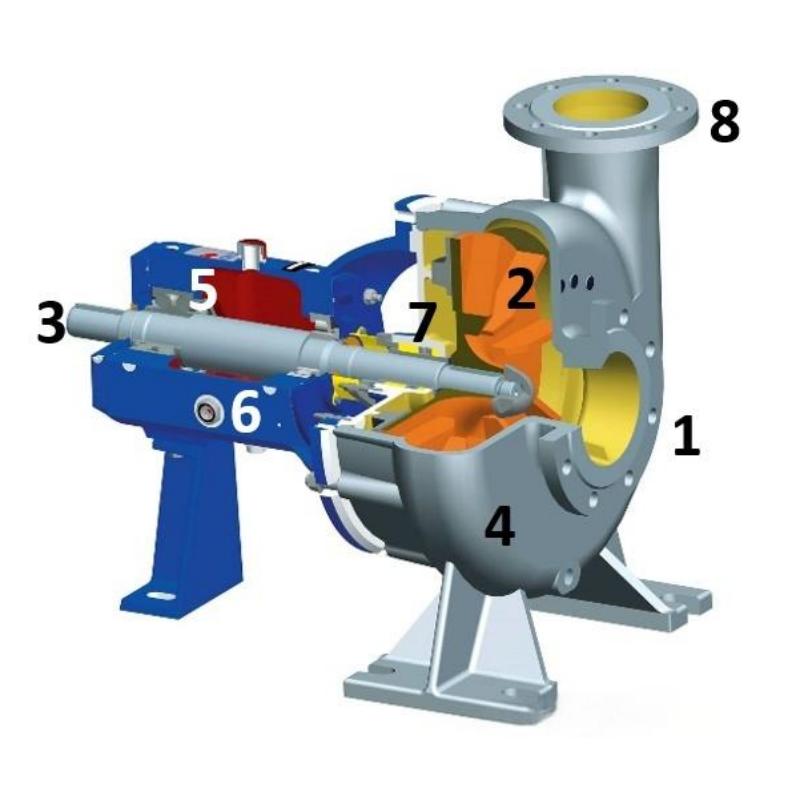
Компания LEO получила заказ на 31 основной насосный агрегат для крупнейшего в мире демонстрационного проекта по улавливанию углерода (CCUS) на угольной электростанции. Всемирная метеорологическая организация (ВМО) опубликовала свой бюллетень по парниковым газам, в котором говорится, что концентрация углекислого газа в атмосфере достигла рекордно высоких показателей. Для того чтобы остановить глобальное потепление, крайне важно преобразовывать CO2 в экологически чистую энергию.Недавно на электростанции Чжэннин в провинции Ганьсу, Китай, состоялся официальный запуск крупнейшего в мире демонстрационного проекта по улавливанию углерода на угольной электростанции. Это знаменует собой исторический скачок для китайской технологии улавливания, использования и хранения углерода (CCUS), переход от демонстрационного проекта в масштабе 10 000 тонн к промышленному применению в масштабе 1 миллиона тонн. В рамках проекта достигается 100% отечественное производство основного оборудования. Используя свой обширный технический опыт и инновационные возможности, компания LEO предоставляет насосы, изготовленные по индивидуальному заказу, и комплексные системные решения, охватывающие весь технологический цикл, очистку дымовых газов и очистку сточных вод, зарекомендовав себя как надежный партнер по транспортировке жидкостей для этого мегапроекта национального масштаба. контекст проекта CCUS (улавливание, использование и хранение углерода) — это процесс, позволяющий улавливать углекислый газ, образующийся в результате промышленного производства, потребления энергии или попадающий в атмосферу, либо для повторного использования, либо для подземного хранения с целью достижения постоянного сокращения выбросов. Среди них технология улавливания дымовых газов после сжигания топлива стала наиболее перспективным техническим подходом благодаря прямой интеграции с существующими системами дымовых газов угольных электростанций и гибким возможностям модернизации. Однако эта технология долгое время сталкивалась с основными проблемами, такими как высокое энергопотребление и значительные затраты, что привело к тому, что ее широкое применение когда-то рассматривалось как «дорогостоящее решение климатических проблем». Демонстрационный проект по улавливанию и хранению углерода (CCUS) мощностью в миллион тонн на электростанции Хуанэн Ганьсу Чжэннин стал в этом контексте революционной инициативой. Будучи одновременно национальным демонстрационным проектом и одним из первых экологически чистых низкоуглеродных проектов, одобренных Национальной комиссией по развитию и реформам (NDRC), он служит не только ключевым компонентом первой в Китае многоэнергетической взаимодополняющей интегрированной энергетической базы — энергетической базы Хуанэн Лундун, — но и несет в себе стратегическую задачу продвижения технологии CCUS из «лаборатории» на «основное поле боя». Этот проект, расположенный в городе Цинъян провинции Ганьсу, обладает годовой мощностью по улавливанию углерода в 1,5 миллиона тонн. Используя передовую технологию химической абсорбции после сжигания топлива, он улавливает более 90% углекислого газа из дымовых газов электростанции, обеспечивая чистоту продукта, превышающую 99,5%. Ежедневный объем переработки CO₂ на проекте эквивалентен суточным выбросам примерно 18 000 человек, а его годовая мощность по поглощению углерода сопоставима с высадкой 60 000 му (около 4 000 гектаров) леса за один год. Примечательно, что в рамках проекта достигнуто 100% отечественное производство технологий и оборудования, а также внедрены инновационные возможности по сглаживанию пиковых нагрузок в энергосистеме. Это представляет собой практическую инженерную модель для изучения Китаем синергетического развития между «энергетической безопасностью» и «зеленым переходом», являясь одним из крупнейших в мире проектов по улавливанию и хранению углерода на угольных электростанциях. Проблемы проекта Система улавливания углерода Zhengning мощностью в миллион тонн отличается сложным технологическим процессом и экстремальными условиями окружающей среды, что предъявляет практически непреодолимые требования к надежности критически важных насосных агрегатов, которые служат «артерией» системы. 1. Долгосрочные испытания высококоррозионных средВ основе процесса лежит использование абсорбента на основе аминов, который проявляет чрезвычайную коррозионную активность по отношению к металлическим материалам в условиях высоких температур. Стандартные корпуса насосов очень подвержены перфорации и протечкам, что требует исключительной коррозионной стойкости насосного узла. Любая протечка может привести к остановке системы и создать угрозу для окружающей среды. 2. Стабильная работа при высоких температурах и высоком давлении.Технологическая среда имеет широкий температурный диапазон, и изменения ее вязкости существенно влияют на гидравлические характеристики. В частности, бустерные насосы с мгновенным испарением должны работать при температуре около 120 °C. Основные компоненты, такие как механические уплотнения и подшипники в насосном узле, должны сохранять долговременную стабильность в условиях высоких температур и высоких нагрузок, что представляет собой двойную задачу для материаловедения и механического проектирования. 3. Точное управление энергопотреблением системы.Проект включает в себя несколько высокопроизводительных насосов с высоким напором, суммарное энергопотребление которых напрямую влияет на экономичность всего технологического процесса. Достижение как высокой эффективности, так и экономии энергии в насосной системе при одновременном соблюдении технологических требований является одним из ключевых показателей успеха проекта. 4. Главный принцип надежности для достижения «нулевого количества отказов»Поскольку это постоянно действующий национальный демонстрационный проект, любой неожиданный отказ одного критически важного элемента оборудования может парализовать работу всего многомиллионного объекта. Поэтому насосный агрегат должен обладать исключительной надежностью и долговечностью, чтобы обеспечить бесперебойную работу демонстрационного проекта и полный сбор данных. Решение LEO Для решения этих задач компания LEO Pump Industry разработала комплексное решение по насосной системе, специально адаптированное для данного проекта и охватывающее весь технологический процесс. Решение включает в себя 31 основной насосный агрегат, такой как высокопроизводительные насосы для нефтехимических процессов серии HR (BB2), одноступенчатые консольные насосы OH2 и насосы серии HY. вертикальные насосысоздание стабильной, эффективной и надежной системы распределения жидкости для технологии улавливания углерода. 1. Коррозионностойкая конструкция, обеспечивающая надежную основу для безопасной эксплуатации.Для работы с высококоррозионными средами, такими как растворы аминов, компания LEO использует стандартизированные насосы большой мощности на основных станциях абсорбции/десорбции, интегрированные с высокоэффективными материалами и технологией механического уплотнения. Такая конструкция принципиально исключает риск утечки опасных веществ, обеспечивая как внутреннюю безопасность, так и долгосрочную надежность эксплуатации. 2. Обеспечьте экологичную и низкоуглеродную работу с помощью энергосберегающей технологии частотного преобразования.Для соответствия строгим требованиям проекта к энергоэффективности компания LEO в стандартной комплектации оснастила несколько мощных насосных агрегатов высокоэффективными двигателями и системами частотно-регулируемого привода. Частотно-регулируемое управление скоростью точно согласовывает производительность насоса с потребностями процесса, значительно снижая потери энергии, вызванные традиционным дросселированием клапанов. Это повышает общую энергоэффективность системы и способствует снижению затрат на протяжении всего жизненного цикла системы улавливания углерода. 3. Повышение качества реализации проектов за счет модульной интеграции.Для критически важных участков работ LEO предоставляет Интеграция модульной насосной системы на салазках. Такой подход, включающий заводскую сборку, тестирование и интеграцию, значительно снижает неопределенность при монтаже на месте, обеспечивая точность, стабильность и надежность работы оборудования, а также сокращая сроки строительства. Преимущества LEO В этом проекте подчеркиваются следующие сильные стороны компании LEO:★Возможность полного охвата сценариевМы предлагаем комплексные решения, от крупных технологических насосов до прецизионных дозирующих насосов, с едиными стандартами проектирования и типами оборудования, которые значительно сокращают циклы закупок и управления.★Стандарты надежности промышленного уровняВ основе проекта Liou лежат компоненты ведущих отечественных и зарубежных производителей, в том числе высокоэффективные двигатели, рассчитанные на работу в экстремальных условиях улавливания и хранения углерода (CCUS).★Перспектива энергоэффективности системыМы выходим за рамки решений с одним насосом и предлагаем комплексные пакеты оптимизации энергоэффективности на системном уровне, включающие двигатели и системы управления, напрямую решая проблемы снижения затрат, с которыми сталкиваются клиенты.★Профессиональные технические инновацииДля удовлетворения специфических требований к материалам и процессам улавливания углерода данное решение использует защиту от кавитации и многочисленные технические оптимизации, позволяющие коренным образом решить распространенные проблемы кавитации и выхода из строя уплотнений в проектах по улавливанию углерода. Поток навстречу будущему Улавливание 1,5 миллиона тонн углекислого газа в год — это не только численный скачок, но и символ прагматичного и решительного выбора Китая на пути энергетического перехода. Это доказывает, что благодаря технологическим инновациям традиционные угольные электростанции также могут стать пионерами в области сокращения выбросов углерода. На этом зеленом пейзаже Лессового плато каждый работающий насос является безмолвным свидетелем эффективного преобразования энергии и точной подачи материалов. Компания LEO гордится участием и вкладом в этот национальный демонстрационный проект, используя возможности технологии «Smart Flow». В будущем мы продолжим уделять основное внимание областям энергетики и химической инженерии, а также энергосбережению и охране окружающей среды. Предлагая более эффективные, надежные и экологически чистые технологические решения для работы с жидкостями, мы будем сотрудничать с партнерами для построения гармоничного мира, где человек и природа сосуществуют, внося свой вклад в это дело, используя свой опыт.
ЧИТАТЬ ДАЛЕЕ























 IPv6 network supported.
IPv6 network supported.